Crimping is the process of applying pressure to the contact area of the wire and the terminal to form it and achieve a tight connection.
Solderless connection technology was first proposed by AMP in 1941.
Crimping requirements
Provides an inseparable, long-term reliable electrical and mechanical connection between the crimp terminal and the wire.
The crimp should be easy to manufacture.
Advantages of crimping:
1 The crimping structure suitable for a specific wire diameter range and material thickness can be obtained by calculation
2 It can be used for crimping of different wire diameters only by adjusting the crimping height
3 Low cost through continuous stamping production
4 Crimp automation
5 Stable performance in harsh environments
Three elements of crimping
A . Requirements for a qualified crimp:
1. Lead wire:
1) Select the wire diameter to meet the applicability requirements of the crimp terminal
2) The stripping meets the requirements (the length is suitable, the coating is not damaged, and the end is not
cracking and bifurcation)
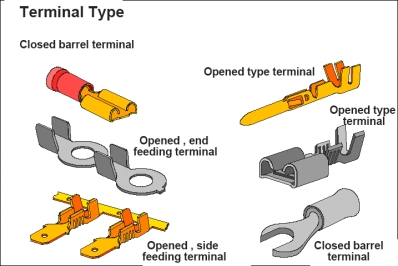
2.Terminal
1) According to different forms, it is divided into open cylinder type and closed cylinder type
2) According to the different plating layers, it is divided into tin plating, silver plating, gold plating, nickel plating, etc.
3) Distinguish according to whether it contains insulation crimping or sealing part
3. Crimp tool
B. Crimp preparation: terminal selection
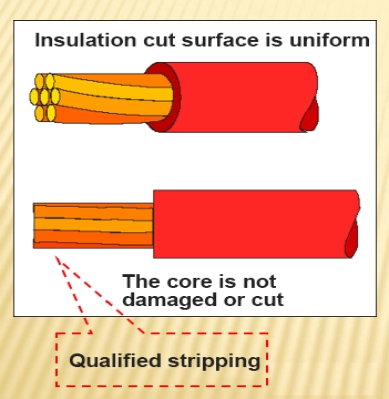
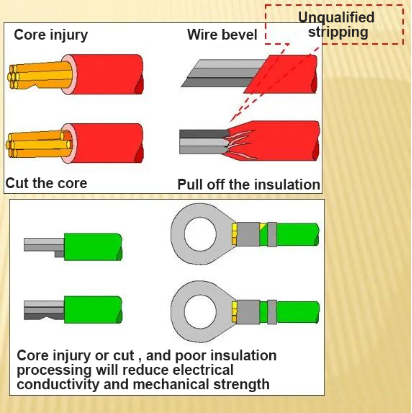
C.Crimp Preparation: Stripping Requirements
Wire stripping should pay attention to the following general requirements
1) Wire (0.5mm2 and below, and the number of strands is less than or equal to 7 cores), cannot be damaged or cut;
2) Conductors (0.5mm2 to 6.0mm2, and the number of strands is greater than 7 cores), the cores are damaged or the number of cuts is not more than 6.25%;
3) For wires (above 6mm2), the core wire is damaged or the number of cuts is not more than 10%;
4) The insulation in the non-stripping area is not allowed to be damaged
5) No residual insulation is allowed in the stripping area.
Note: many terminal crimping standards, such as the latest VW60330 standard, USCAR 21, etc., are not the same, and a strand of wire is broken or damaged
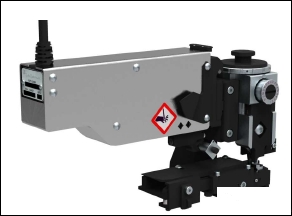
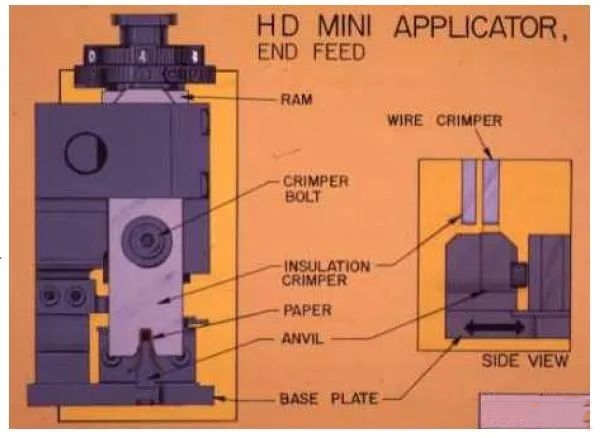
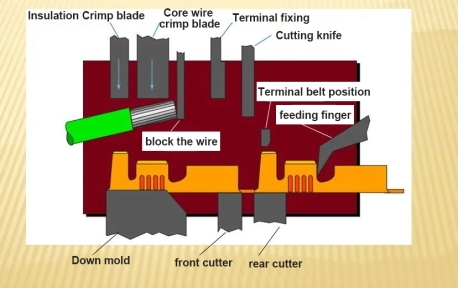
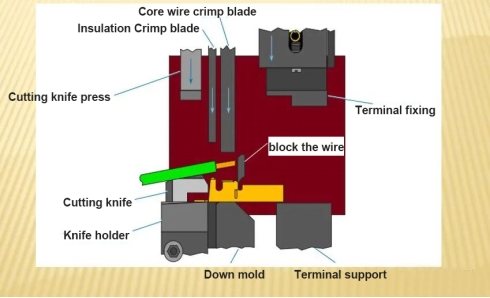
Crimping Applicator and Blades
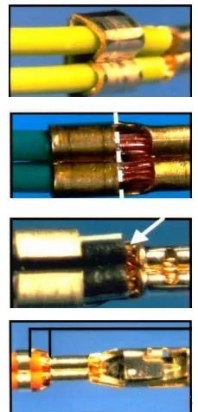
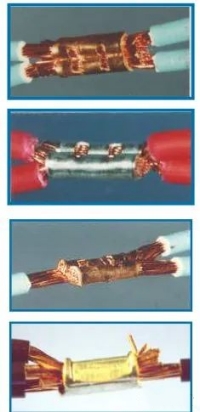
Crimp Products Single Wire Crimp
Double wire crimp
Multi-wire crimping
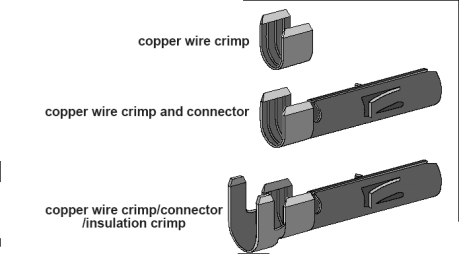
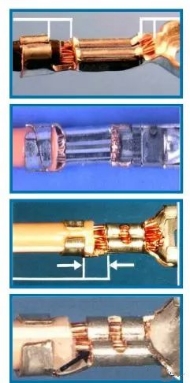
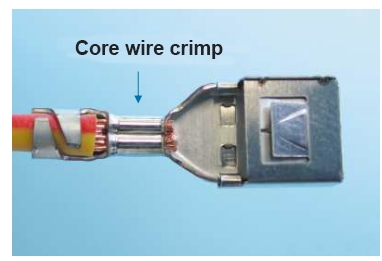
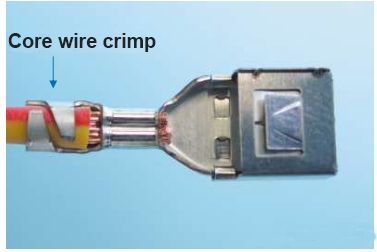
Core wire crimping and insulation skin crimping
1 There are certain differences between core wire crimping and insulation skin crimping:
2core wire crimping ensures a good connection between the terminal and the wire
3 Insulation crimping is to reduce the impact of vibration and movement on the core wire crimping
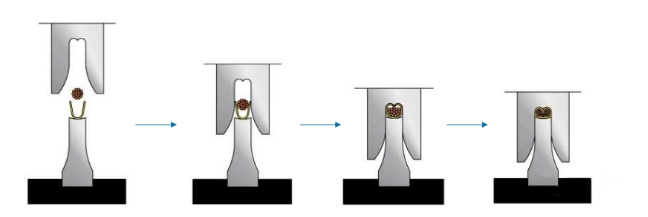
Crimping process
1 The crimping tool is opened, the terminal is placed on the lower knife, and the wire is sent to the appropriate position by hand or mechanical equipment.
2 The upper knife moves down and presses the wire into the barrel
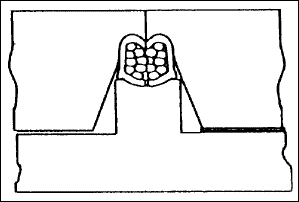
3 The barrel is bent with the upper knife and formed by crimping
4 The set crimp height ensures the crimp quality
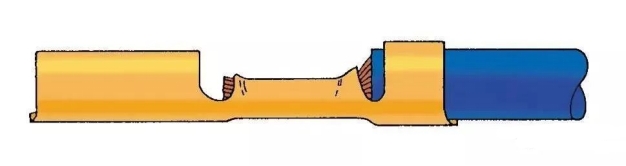
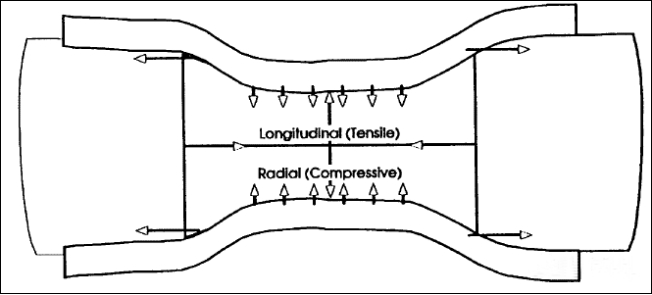
Crimping principle
During the crimping process, the conductor is squeezed by the sleeve and deformed in both the longitude and latitude directions, forming a cold weld:
Ø The original oxide film on the surface of the conductor and the casing is deformed and ruptured
Ø The conductor is in close contact with the pure metal surface of the terminal sleeve
We want to help you find the best option for your business. Tell us your need by filling out the form below and we will contact you as soon as possible!